August 29, 2018
Although absorption chillers were introduced over a century ago, today it is worth examining what’s new and what’s next while dispelling some old misconceptions. Absorption chiller technology has evolved dramatically in recent years. Absorption chillers are being used around the globe as an efficient solution wherever waste heat recovery or a low-cost thermal driving heat source are available, especially as part of a natural-gas or a combined heat and power (CHP) system.

The ability to use these sources of thermal energy-along with using water as the refrigerant-make absorption chillers a viable option in commercial and industrial--and even food-processing and marine applications. In many situations, the business case for absorption chillers is surprisingly strong due to the stable/low cost of natural gas, rising cost of electricity or grid congestion and focus on natural refrigerants.
To understand why, this discussion focuses on common questions about the efficiency, flexibility and maintainability of lithium bromide/water commercial absorption chillers in the 30-to-2,000-ton range.
The main misconception about absorption chillers is that electric centrifugal chillers are much more efficient. Consequently, many potential customers assume that absorption chillers do not make economic sense, because their energy efficiency appears to be lower. This mistaken idea is surprisingly common even among chiller experts.
The reason behind this misconception can be seen in Figure 1, which uses a common measurement of efficiency--the coefficient of performance (COP)--to compare different 1,000-ton systems at Air-Conditioning, Heating, and Refrigeration Institute (AHRI) conditions.
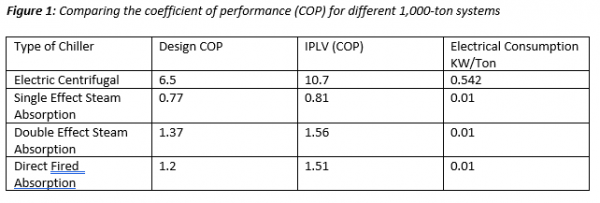
In this comparison, it is important to note that COPs between centrifugal and absorption chillers are calculated in a different manner. It is also important to remember that it is the cost of operation, not academic comparison of COP values, that make the business case.
To further investigate the cost-effectiveness of an absorption chiller, consider how COPs correlate with actual energy costs as shown in Figure 2.
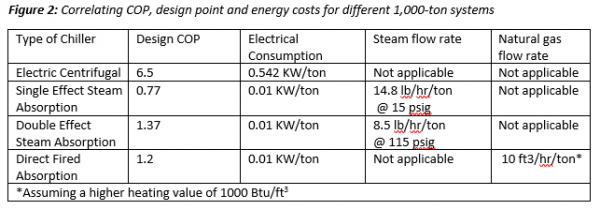
This comparison assumes that both a centrifugal and an absorption chiller are working at design conditions with their respective COPs. Also, it assumes the natural gas cost is fixed at $4/MMBTU and electric utility costs are $0.1/kWh and $0.2 kWh, respectively, with no demand charge (Fig. 3).
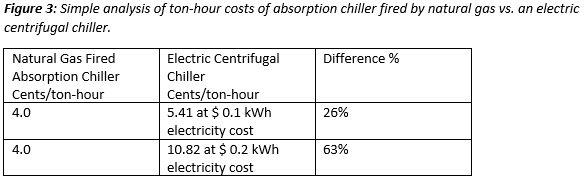
Here's the conclusion: In both cases, the operating cost of the absorption chiller is significantly less in spite of having a much lower COP. The point of this simple analysis is to show that although the numerical COP values of an absorption chiller are lower than that of electric chillers, it does not necessarily mean that absorption chillers are more expensive to operate. In fact, the opposite is true, especially when there is low-cost natural gas or waste heat available. Furthermore, in many U.S. cities, the cost of electricity can be much higher than the values used in the analysis.
As additional evidence of cost effectiveness, an analysis of annual operational cost was performed using a computerized modeling tool (Figure 4). An average U.S. city with average chiller performance was considered. The chillers in the comparison were an industry-average, 1,000-ton electric centrifugal chiller with variable speed drive and absorption chillers of three different types: single-stage steam, two-stage steam, and direct fired, with a minimum entering condenser water temperature of 68 degrees F.
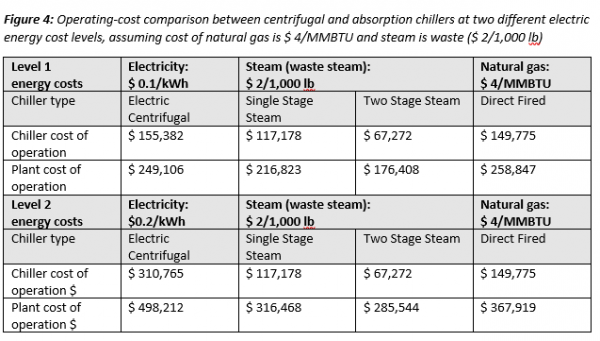
The model shows that the higher efficiency of an electric chiller does not result in a lower operating cost compared to an absorption chiller. In other words, absorption chillers are not necessarily less cost-efficient to operate. That's because absorption chillers are driven by low-cost heat that can lower the cost of operation and, therefore, provide a faster payback on the capital investment. This is not to say that absorption chillers are ideal for every application. Each situation must be carefully evaluated before making the right chiller choice. One thing is clear, however, that low-cost thermal driving heat source must be available. Otherwise, it doesn't pay to create the driving heat source to drive an absorption chiller, as it would not be operationally economical.
Based on a first-cost comparison, absorption chillers are indeed more expensive than electric centrifugal chillers. However, the difference in capital cost is quickly recovered through annual operating savings, as mentioned above. It is important to base the chiller choice not solely on the initial cost, but rather the life-cycle cost, that comprises of first cost, maintenance cost and the annual energy cost.
Application versatility
Absorption cooling technology has evolved over the years resulting in much greater flexibility for deployment in vast numbers of comfort and industrial process cooling installations--and even aboard passenger cruise vessels. Absorption chillers have also been successfully applied for gas turbine inlet air cooling applications or hazardous area outdoor applications, such as in a refinery or a petrochemical plant.
Absorption chillers are generally longer and heavier than electric centrifugal chillers. Nevertheless, for tight spaces or other dimensional constraints at the job site, it is possible to reduce length and increase width for the same cooling capacity.
Operating-range
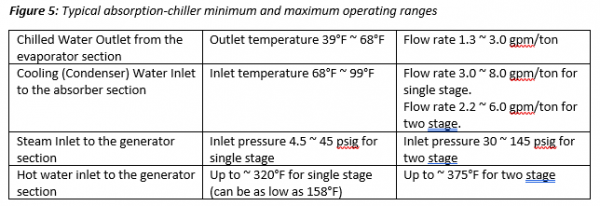
In the real world, however, there is more flexibility in the operational range than suggested by the typical nominal values shown in Figure 5. As an example, if the unit is working at 50% cooling load, the chilled water and the cooling (condenser) water flow rate may also be at 50% of the design value. The acceptable rate of change of flow is approximately 5% per min.
Effect of tube metallurgy and cooling water inlet temperature
Cooling capacity can vary depending on the tube material, such as copper, CuNi 90:10, SS316 and Titanium. However, there will be a deration (7 ~ 18%) in cooling capacity if the tube material is not copper. This deration also occurs when the cooling (condenser) water inlet temperature to the absorber section increases above the design value. For an industry-average, two-stage 1,000-ton steam-driven absorption chiller, if the cooling (condenser) water temperature increases from 85°F to, say, 93°F, the cooling capacity may drop to almost 750 tons (a 25% deration) (while the COP stays relatively flat).
Heat rejection to the cooling tower
Absorption chillers typically require a larger cooling tower compared to a mechanical chiller with the same capacity. The values in Figure 6 provide an understanding of the heat rejection to the cooling tower.
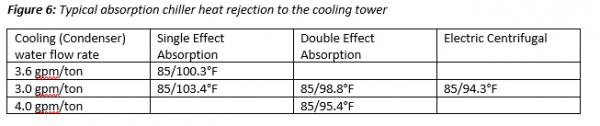
Typically, the heat rejection to the cooling tower for a single-stage and two-stage absorption chiller is 29 MBh/ton and 21 MBh/ton respectively.
Direct fired units can be provided with ultra-low NOx burners to meet emerging stringent emission regulations. It is quite common to apply such a unit as a chiller-heater, with cooling-mode operation during the summer time and heating mode operation during the winter time. Consequently, a single absorption unit takes care of both the cooling and heating requirement of a facility, thereby potentially eliminating other heating equipment in the plant room to save space and capital cost.
An absorption unit can also be designed to operate in simultaneous mode, providing chilled water and hot water at the same time. In this mode, the preference is generally for cooling, and the hot water is a by-product useable for domestic hot water requirements (for example, in a hotel application). Additionally, absorption technology has been successfully applied in heat-pump mode, delivering up to 185°F from the condenser section for district heating or process heating applications. The typical leaving evaporator temperature is 85°F. The unit is typically driven by steam, high temperature hot water or direct fired.
Absorption chillers can be driven by a combination of direct fired, plus hot water or steam plus hot water, multi-energy units. Even direct exhaust gas or a combination of exhaust gas plus hot water plus direct gas-fired configurations are possible. Single-effect, double-lift designs can be driven by entering hot water temperature as low as 131°F with leaving water temperatures down to almost 104°F. Other designs can provide leaving evaporator fluid temperature as low as - 23°F, which is ideal for food and beverage applications.
No discussion on absorption cooling technology is complete without mentioning crystallization. In the U.S. particularly, there are some common myths about crystallization of lithium bromide solution. The fact is that modern absorption chillers are provided with sophisticated PLC controls to ensure that the operating lithium bromide salt solution concentration % is kept away from the crystallization zone.
One method uses a combination of two-step evaporator-absorber and parallel (lithium bromide) flow design, instead of a series flow or reverse flow designs. In this two-step design employed by Johnson Controls, the entering absorber spray concentration is typically only 58 ~ 61.5% depending on the type of unit and design condition. Besides low solution (salt) concentration, the unit operates with the lowest temperature and pressure in the first stage (high temperature) generator section. All of these methods combined provide the best protection against crystallization.
This type of low solution (salt) concentration cycle not only provides superior protection against crystallization but also ensures lower amounts of non-condensable gases and corrosion, thereby increasing reliability and life of the unit.
As such, absorption chillers are relatively easy to operate and maintain. They are a static piece of equipment with very few moving parts. Cooling (condenser) water quality must be maintained in accordance with manufacturer’s guidelines--which is no different than any other water-cooled chiller. Another important factor is the maintenance of the vacuum; modern absorption chillers are equipped with an automatic purge system to maintain the vacuum without operator intervention. The lithium bromide sample should be analyzed once or twice a year, depending on annual hours of operation, to determine the topping quantity of the corrosion inhibitor. A good understanding of the cycle is important for successful operation and maintenance in accordance with a manufacturer’s guidance.
Every new technological development--from improved controls to advanced materials to modular construction to enlarged operating range to innovative two-step design--has expanded the applicability of absorption chillers. Facilities that are looking for a cost-effective cooling and heating solution that can better utilize existing thermal energy sources are giving advanced absorption chiller technology a second look. Power Engineering, By Rajesh Dixit
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Murphy International
Development, LLC
65 Redding Road
Georgetown, CT
06829-0807 USA
phone: (203) 544-8303
info@murphyintldev.com
Murphy International Development services independent power producers and developers of renewable and conventional plants including; solar, wind, Biomass, hydroelectric, geothermal, CHP, cogeneration and alternative fuels projects.